यातील फरक
डाई कास्टिंग मोल्डआणि प्लास्टिक मोल्ड
1. डाय-कास्टिंग मोल्डचा इंजेक्शनचा दाब मोठा असतो, त्यामुळे विकृती टाळण्यासाठी टेम्पलेट तुलनेने जाड असणे आवश्यक आहे.
2. डाय-कास्टिंग मोल्डचे गेट इंजेक्शन मोल्डपेक्षा वेगळे आहे, आणि स्प्लिट शंकूच्या उच्च दाबाने प्रवाहाचे विघटन करणे आवश्यक आहे.
3. डाई-कास्टिंग मोल्ड कोर शमवण्याची गरज नाही, कारण डाई-कास्टिंग दरम्यान मोल्ड पोकळीतील तापमान 700 अंशांपेक्षा जास्त असते. म्हणून, प्रत्येक मोल्डिंग एकदा शमन करण्यासारखे आहे. पोकळी अधिक कठीण होईल. सामान्य इंजेक्शन मोल्ड HRC52 च्या वर क्वेंच केला पाहिजे.
4. मिश्रधातूला पोकळी चिकटू नये म्हणून डाय-कास्टिंग मोल्ड्सना सामान्यत: पोकळीमध्ये नायट्राइडिंगची आवश्यकता असते.
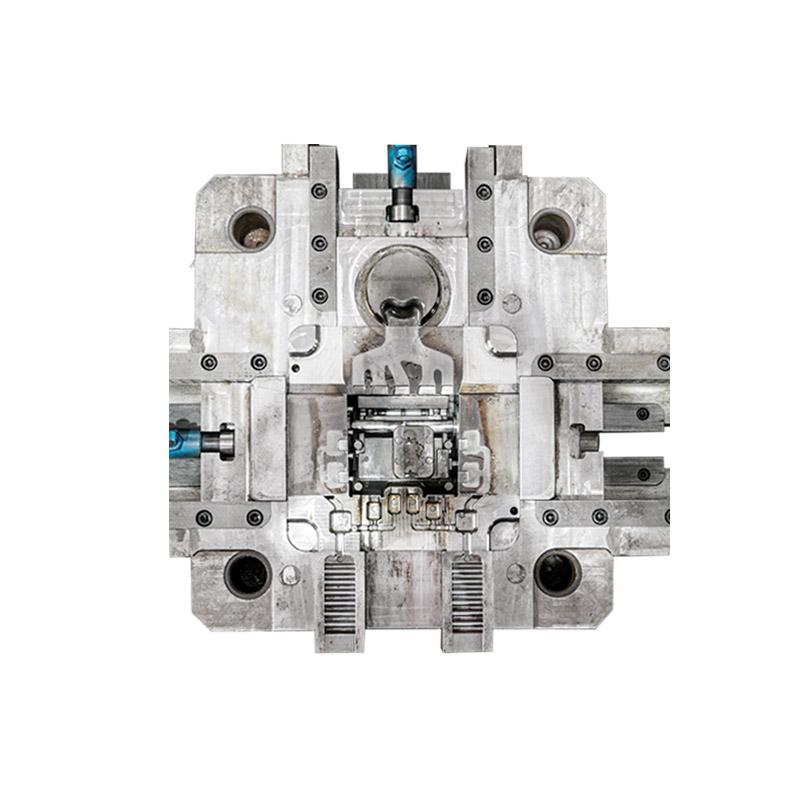
5. सामान्यतः, डाय-कास्टिंग मोल्ड तुलनेने गंजलेला असतो आणि बाह्य पृष्ठभाग सामान्यतः निळा असतो.
6. इंजेक्शन मोल्डच्या तुलनेत, डाय-कास्टिंग मोल्डच्या जंगम भागाचा फिटिंग क्लीयरन्स मोठा आहे, कारण डाय-कास्टिंग प्रक्रियेच्या उच्च तापमानामुळे थर्मल विस्तार होईल आणि जर क्लीयरन्स खूपच लहान असेल तर साचा खराब होईल. अडकणे
7. डाय-कास्टिंग मोल्डच्या पृथक्करण पृष्ठभागाला जास्त आवश्यकता असते, कारण मिश्रधातूची तरलता प्लास्टिकच्या तुलनेत खूपच चांगली असते. उच्च तापमान आणि उच्च दाब असलेली सामग्री विभाजन पृष्ठभागाच्या बाहेर उडणे खूप धोकादायक आहे
8. इंजेक्शन मोल्ड सामान्यत: थंबल, पार्टिंग पृष्ठभाग इत्यादींद्वारे थकलेला असतो आणि डाय-कास्टिंग मोल्डमध्ये एक्झॉस्ट ग्रूव्ह आणि स्लॅग कलेक्शन बॅग असणे आवश्यक आहे;
9. मोल्डिंग विसंगत आहे, डाय-कास्टिंग मोल्डची इंजेक्शन गती वेगवान आहे आणि इंजेक्शनचा दबाव एक टप्पा आहे. प्लॅस्टिकचे साचे सामान्यत: अनेक विभागांमध्ये टोचले जातात आणि दाबाखाली ठेवले जातात.
10. डाय-कास्टिंग मोल्ड हे दोन-प्लेट मोल्ड्स असतात जे एका वेळी उघडले जातात. वेगवेगळ्या प्लॅस्टिकच्या साच्यांमध्ये वेगवेगळ्या उत्पादनांची रचना असते. थ्री-प्लेट मोल्ड सामान्य आहेत आणि मोल्ड ओपनिंगची संख्या आणि क्रम मोल्डच्या संरचनेशी जुळतात. डाय-कास्टिंग मोल्ड्स सहसा चौकोनी थिंबल्स, सिलिंडर आणि तिरकस पिन (उच्च तापमान आणि द्रावणाची चांगली तरलता) वापरत नाहीत, जे अडकणे सोपे असतात आणि अस्थिर साचा तयार करतात.